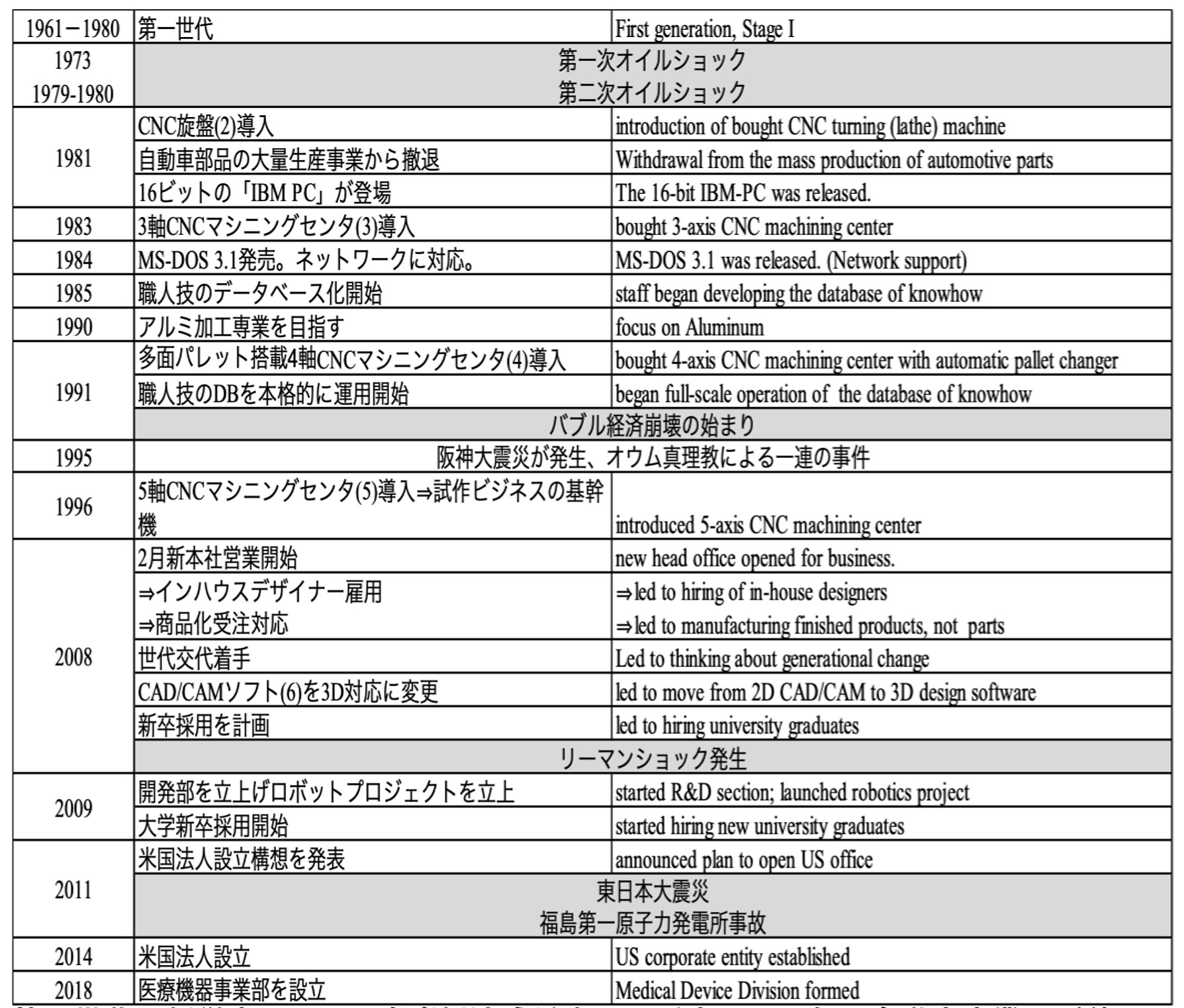
Historical calendar
The first generation CEO (G1) founded a precision machining company in 1961, at the height of rapid economic growth, as a subcontractor to the automotive industry. The company rented manufacturing equipment, used the raw materials provided by the customers, and the money paid was mainly for direct labor, thus it wasn’t easy to achieve reasonable SG&A expenses. The company did not have sufficient skills and knowledge initially but gradually expanded its business through its sincere efforts.
The second generation manager (G2) joined the company upon graduating from university in 1977 and became factory manager in 1980, essentially taking over the company’s management from G1. At the time, Japan experienced the so-called “crazy prices” period due to two oil crises and its period of rapid economic growth was coming to an end. Japan had become the world’s second-largest economy and was praised worldwide as symbolized by the publication in 1979 of Ezra Vogel’s book “Japan as Number One: Lessons for America”.
The 75-year history of Toyota Motor Corporation(1) states that, at the time of the oil crisis, the company’s specific goal for improving its management structure was to create a system that would allow it to make a profit even at two million units per year, both internally and with its suppliers. From 1977, they promoted it by setting a high goal to establish a management structure that would allow it to operate at 80% capacity and to make a profit even at 70% capacity. From this statement, it is easy to infer that the automobile industry was under severe pressure to cut costs with subcontractors. Against this backdrop, G2 decided to break away from mass production within the automotive industry in 1981. This decision meant a sudden loss of steady sales and the liberation of employees from the inhumanity of working like machines. At that time, for a company focusing on improving its ability to manufacture products on time and precisely, this decision to cut out the sales and proposal functions must have been tough to make.
He and his family lived on the brink of starvation for the next three years to put it simply. He had to crawl on the ground to make sales and work all night long to complete difficult tasks that were impossible to accomplish with only the previous skills and knowledge. By doing so, the company built up its strength as a comprehensive manufacturer, including the necessary sales and planning skills.
In 1981, G2 purchased a CNC lathe(2) with a bank loan and began to build its advanced manufacturing equipment, and in 1983, he purchased a 3-axis CNC machining center(3). Then G2 started to realize a concept that had been in the back of his mind for a long time. The first step was to encourage employees to share their so-called “craftsmanship” with all the staff, rather than keeping it to themselves as their skills and knowledge. This act was the start of the company’s digital transformation (DX). The enthusiasm of G2 inspired even those who were reluctant at first, and gradually a database (DB) of processing methods and cutting conditions began to be built.
In 1991, he introduced the 4-axis CNC machining center with multi-pallet mounting(4). At that time, Japan’s economic bubble was about to burst, and it was a time of significant structural change for the industry. This decision was a wise and timely move in response to changes in society.
With the introduction of this equipment, Hilltop started to make practical use of the DB that they had been developing. Dozens of aluminum ingots were individually processed into different shapes by the machines. The company established a system in which the programmers work only during the day, and the machines work not only during the day but also at night when no one is around. In the early stages, it happened many times that expensive chucking equipment (jigs to clamp the workpieces on the machine) crashed and was ruined by programming errors in the early stages.
Once, G2 introduced us to the company and said, “We make money at night.” These words were the embodiment of 2G’s concept that “employees should work during the day and enjoy their private time at night.
As Japan was falling down the cliff of the bubble economy, G2 transformed Hilltop into a company that could profit even with a minimal quantity per lot without depending on medium mass production, by using their DB as it improved day by day. The year 1995 was a tumultuous one with the Great Hanshin Earthquake in January and the sarin gas attack in the Tokyo subway in March. But the following year of 1996, the company decided to introduce an expensive 5-axis CNC machining center(5) (with multiple pallets).
5-axis CNC machining centers required a much higher level of programming skills than 3-axis machines. So it was said that this type of equipment needed a certain amount of mass orders to recoup its programming costs. However, G2 only used this machine for small lots of prototypes and tried to make it the prototype business’s core machine.
At this time, it can be said G2’s initial DX concept of the first stage had been almost completed. The company went from mass production from a single company to mid-volume production without relying on a single company and then transformed into a high-mix, low-volume production system centered on prototyping.
G2 said in later years, “Generally, companies would be able to make a budget for the next year based on the current year’s results, but if you base your business on prototyping, you can’t predict orders for the next year at all. This situation was a very challenging environment for a business owner. However, the fact that we were always taking on new challenges means that we could work humanely, not mechanically.” Another point he made was, “By regarding prototypes as our core business, we can continually get future product information about the coming five years. That’s why we can invest by looking ahead to the future.” This work achieved the perfection of a long-tailed business model in the aluminum precision machining business in which many customers came with few units each, the opposite of mass production which was based on few customers and large numbers of units.
G2 suffered life-threatening burns during a fire at the company’s headquarters factory in 2003, when he tried to protect his employees. He says, “During the months that I was unconscious, I don’t know if it was God or the devil, but I said, ‘Give me more three years’ and I came back to this world.” We believe this event sharpened G2’s management sense and was the source of the company’s subsequent rapid progress. After returning from the hospital, G2 immediately decided to buy the last section of the former Nissan Shatai Kyoto factories and decided to take out a large bank loan, which was only possible for a highly profitable company, to build a new building.
The Lehman Shock occurred in 2008 when G2 began operating in the new building. First of all, he predicted a sharp decline in work and immediately negotiated with banks for ample financing that would not cause immediate cash flow problems. Then, using the slump in orders as a tailwind, the company took plenty of time to think carefully about its next strategy. In later years, G2 recalled that the company would not have grown without using this quiet period for thinking. In that year, G2 launched a new concept, encouraging employees who were still using the old 2D CAD/CAM software(6) (because G2 had decided to purchase it) to switch to the latest 3D software. Additionally, he rebuilt the organization for commercializing orders more than for parts processing and promoted employment of in-house designers. Further, he started to groom his eldest son as the third generation of the manager (G3).
Around this time, G2 proposed a moonshot(7) internal project to become a robotics company. Additionally, he began to put his overseas expansion ideas into action. And in 2011, he announced in news media that he would establish a local subsidiary in the United States, which in a sense, put the company in a backwater. At the same time, he also launched an in-house English education project. As they say, spare the rod spoil the child, so he sent G3 to the US as the local subsidiary president despite his inadequate English proficiency in 2014. (To the author, who was observing closely, this move seemed like a super-practical education program that cost many times more than sending him to study at Harvard University.)
G2 saw the enormous latent demand for prototyping in the United States, a country with scientific and technological capabilities and immense market size. In the United States, prototyping was a burden for manufacturers. Thus, prototyping required the promise of subsequent mass production orders in order to motivate U.S. manufacturers. G3 quickly understood the U.S. market’s characteristics and aggressively pursued sales activities through exhibitions. Further, to cut costs, the company tailored a caravan car loaded with exhibition equipment to conduct in-depth sales activities, mainly in California. Within just a few years of entering the United States, the company had gained more than 1,000 customers. This striking result marked a generational shift from G2 to G3, both internally and externally.
While working in the U.S., G3 was pondering on how to use their increasingly rich database. It is the most extensive database for cutting metals of any company. Additionally, being based on prototypes means it is an all-around big data object with no industry bias. To exploit this resource at the next level, he decided to focus on a platform business model. Machining companies often receive 3D CAD data from their customers. The company’s overwhelming strength is quickly and accurately converting 3D CAD data into CAM data based on their database. He thought he could launch a more profitable business by turning the process of creating the CAM data that would control the machining center from CAD data into a product.
This project is ongoing and should not be described in detail here. However, imagine a situation in which all the cutting order data from around the world are collected in one place, converted into CAM data, and sent to the CNC machining center closest to the end-user to complete the product. You can imagine the multifaceted contributions to SDGs and other issues, such as minimizing environmental impact and resource consumption by optimizing the logistics and the manufacturing process. This is an ultimate form of DX in machining and manufacturing.
Finally, I would like to consider what drives this company to never-ending transformation. It’s all based on G2’s human-centered cognition, manifested by the corporate philosophy of “Fostering people through understanding and tolerance.” Sometimes that is expressed in easy phrases such as “It cannot be work if it isn’t fun” and “Fostering the employee is the goal above all else.” The long-tail business model was born as a marriage between the constant pursuit of DX and the emergence of technologies that match the ideals of G2 and rebellion against Japan’s business structure. And now, it seems a platform business model is in the process of being born.
In closing, G2’s way of life must have had a significant impact on the fact that the company has developed trustworthy and excellent successors. This case strongly suggests that a company reflects the way of life of its people.
(1) トヨタ自動車75年史/75 years of Toyota Motor Corporation’s history
https://www.toyota.co.jp/jpn/company/history/75years/text/entering_the_automotive_business/chapter2/section4/item3.html
(2) CNC旋盤(NC旋盤)/CNC Lathe (NC Turning)
A lathe has CNC (Computerized Numerical Control) functions.
The movement and speed of tools and the number of revolutions of the chuck to which materials are fixed are controlled numerically by computer to perform lathe processing (cutting process in which materials are rotated and fixed tools are used to cut into round shapes).
Compared to general-purpose machines (general-purpose lathes and milling machines), which are mainly operated by hand, this type of lathe is better suited to processing of complex shapes and mass production, but it is necessary to create programs to operate the machine.
(3) 3軸CNCマシニングセンタ/3-axis CNC Machining Center
Machining Centers (see https://ja.wikipedia.org/wiki/マシニングセンタ) Machining Centers: CNC-equipped milling machines with ATC (Automatic Tool Changer) function (in milling, the material to be milled is fixed and the tool is changed by the user; the material is cut and shaped by rotating it. Three of these axes, X, Y and Z, are controlled for processing.
(4) 多面パレット搭載/Multi-sided pallet mounted
The machine has multiple pallets for fixing workpiece materials and is equipped with APC (Automatic Pallet Changer) function. The pallets are preloaded with corresponding machining programs, and when the machining is finished, the pallets are automatically exchanged for unmachined pallets and the next machining is done with the program assigned.
5軸CNCマシニングセンタ(5軸マシニングセンタ)
In addition to the three axes (X, Y, and Z), in the case of the four axes, the C-axis, which is the axis of rotation around the Z axis, is added to these three axes (see https://ja.wikipedia.org/wiki/マシニングセンタ), and in the case of the five axes, in addition to the C-axis, the A-axis, which is the axis of rotation around the X axis, or the axis of rotation around the Y axis, is added. Machining is performed by controlling five axes plus one of the B-axis. (This depends on the machine manufacturer and model.)
Basically, 5-axis machines can machine multiple faces other than the one where the material is fixed.
(6) CAD/CAMソフト/CAD/CAM software
CAD (https://ja.wikipedia.org/wiki/CAD) and CAM (https://ja.wikipedia.org/wiki/CAM) software integrated into a single software package that allows for seamless CAD to CAM operations.
(7)ムーンショット/moonshot
https://makitani.net/shimauma/moonshot
Responsibility for wording of article:Sarata、Tsukamoto
Editing:Baber